
以下是针对焊管精拔(冷拔)精密钢管的标准执行、生产注意事项及常州仁成金属制品有限公司产品特点的详细分析:

一、焊管精拔精密钢管执行标准
-
核心标准
GB/T 31315-2014《机械结构用冷拔或冷轧精密焊接钢管》是核心标准,适用于冷拔/冷轧精密焊管的生产和验收。该标准明确规定了:- 尺寸精度:外径公差低至±0.07mm(如Φ6mm管),壁厚公差±6.5%。
- 力学性能:按牌号(如Q235、Q345)和交货状态(+C/+LC/+SR等)分级要求。
- 工艺性能:压扁/扩口试验要求(如退火态钢管压扁后无裂口)。
- 表面质量:划伤深度≤0.08mm,允许可控氧化膜但禁止疏松氧化皮。
-
其他相关标准
- GB/T 3639《冷拔或冷轧精密无缝钢管》:虽针对无缝管,但部分技术指标(如公差、表面粗糙度)可参考。
- 行业标准:部分企业采用德标DIN 2393/2394或日标JIS G3445,但国内以GB/T 31315为准。
结论:GB/T 31315-2014是焊管精拔精密钢管的强制性执行标准,覆盖从材料到检验的全流程要求。
二、生产焊管精拔精密钢管的注意环节
关键控制点
| 环节 | 注意事项 |
|---|---|
| 坯料选择 | 必须选用电炉/转炉镇静钢焊管坯(如SPCC、Q195),碳硫含量需精确控制(按GB/T 222偏差)。 |
| 冷拔工艺 | - 道次变形量≤30%(避免开裂) - 模具锥角8°~12°,表面镀铬(减少摩擦) - 润滑剂需高温挥发型(如磷皂化)。 |
| 热处理控制 | - +C状态:冷拔后不热处理,需控制加工硬化率 - +SR/+A状态:保护气氛退火(如H₂ 75%+N₂ 25%),防脱碳。 |
| 尺寸精度 | - 在线激光测径仪实时监控(公差超差自动分拣) - 薄壁管(S/D<0.025)需双倍收紧公差(见表2)。 |
| 表面质量 | - 酸洗后钝化处理(防锈) - 内壁用内窥镜检测,凹坑深度>0.08mm判废。 |
典型生产流程
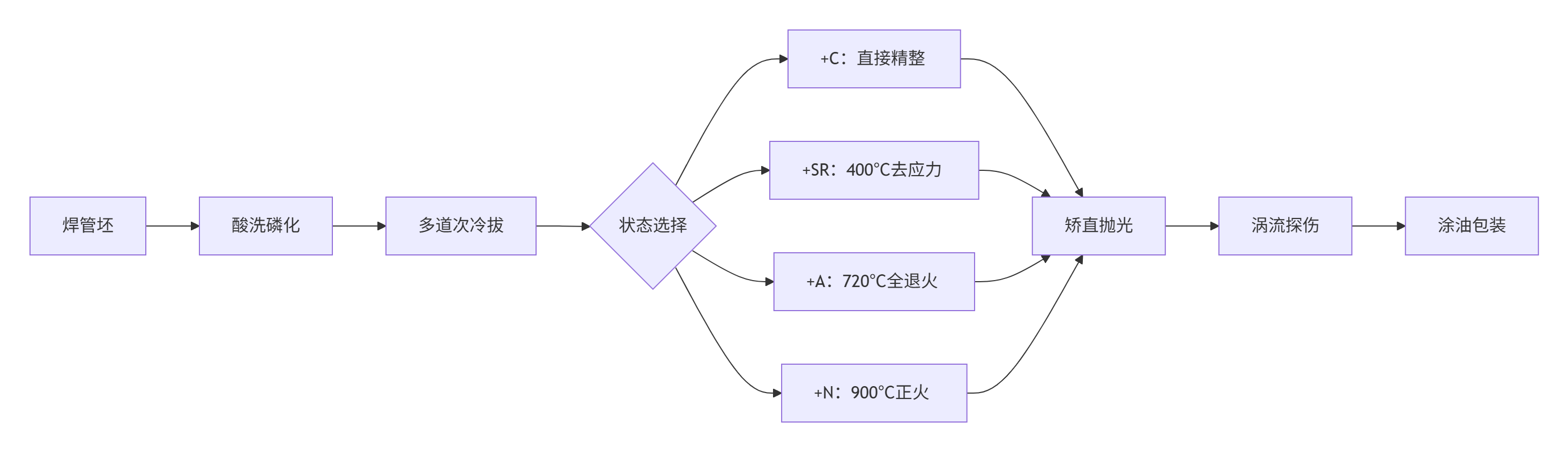
三、常州仁成金属制品有限公司产品特点
常州仁成金属精密管厂专注于高端冷拔焊管,其核心优势如下:
1. 技术优势
- 超薄壁能力:可稳定生产壁厚0.5mm级精密管(如Φ4×0.5mm)。
- 公差控制:外径公差达±0.03mm(优于国标±0.07mm),椭圆度≤0.02mm。
- 定制热处理:提供氢氮混合保护退火,表面残碳量≤0.003mm(防后续电镀起泡)。
2. 材料创新
- 高强轻量化:开发Q345B+LC状态钢管,抗拉强度≥590MPa,比常规Q235减重15%。
- 特殊合金管:可生产St52(德标)、SCM440(日标)等进口替代牌号。
3. 表面处理
- 镜面级Ra值:通过硬铬抛光实现Ra≤0.2μm(国标未强制,但满足高端液压缸需求)。
- 无损探伤:全自动涡流+超声波双检,缺陷检出灵敏度0.1mm(超GB/T 7735 B级)。
4. 应用领域
- 汽车:变速箱油管(爆破压力≥50MPa)、新能源电池壳体管。
- 机械:激光切割机导轨管(直线度≤0.1mm/m)、液压缸筒。
- 医疗器械:内腔Ra≤0.4μm的手术器械管。
总结:常州仁成的精密焊管以超公差精度、定制化热处理、特种合金拓展为核心竞争力,填补了高端市场的需求缺口。

四、选购建议
- 明确需求:
- 高强结构件选Q345+SR(强度与韧性平衡)
- 液压系统选Q235+A+镜面抛光(低摩擦损耗)
- 验证资质:
- 要求供应商提供GB/T 31315-2014全项检测报告(重点看压扁/扩口试验数据)。
- 实地考察:
- 关注冷拔机精度(如三链式冷拔机优于单链)、热处理炉气氛控制系统。
通过匹配标准要求、严控生产细节,并结合常州仁成等企业的技术优势,可确保焊管精拔精密钢管满足高端应用场景需求。

专业焊管精拔(冷拔)精密钢管生产厂家常州仁成金属精密钢管厂

技术资料参考:
文章作者:仁成钢管厂
文章标题:焊管精拔(冷拔)精密钢管生产厂家
文章链接:https://lianyungang.josen.net/WeldedPrecisionSteelPipe/57.html
本站所有文章除特别声明外,均采用 CC BY-NC-SA 4.0 许可协议,转载请注明来自仁成钢管厂 !
文章标题:焊管精拔(冷拔)精密钢管生产厂家
文章链接:https://lianyungang.josen.net/WeldedPrecisionSteelPipe/57.html
本站所有文章除特别声明外,均采用 CC BY-NC-SA 4.0 许可协议,转载请注明来自仁成钢管厂 !
设备上扫码阅读